Mycket att tänka på vid varmförzinkning

{kind=link}
{kind=link}
{kind=link}
Annikki Hirn är vd för branschorganisationen Nordic Galvanizers, som ägs av ett 40-tal medlemsföretag. Hon var en av föreläsarna på Ytskyddsdagarna.
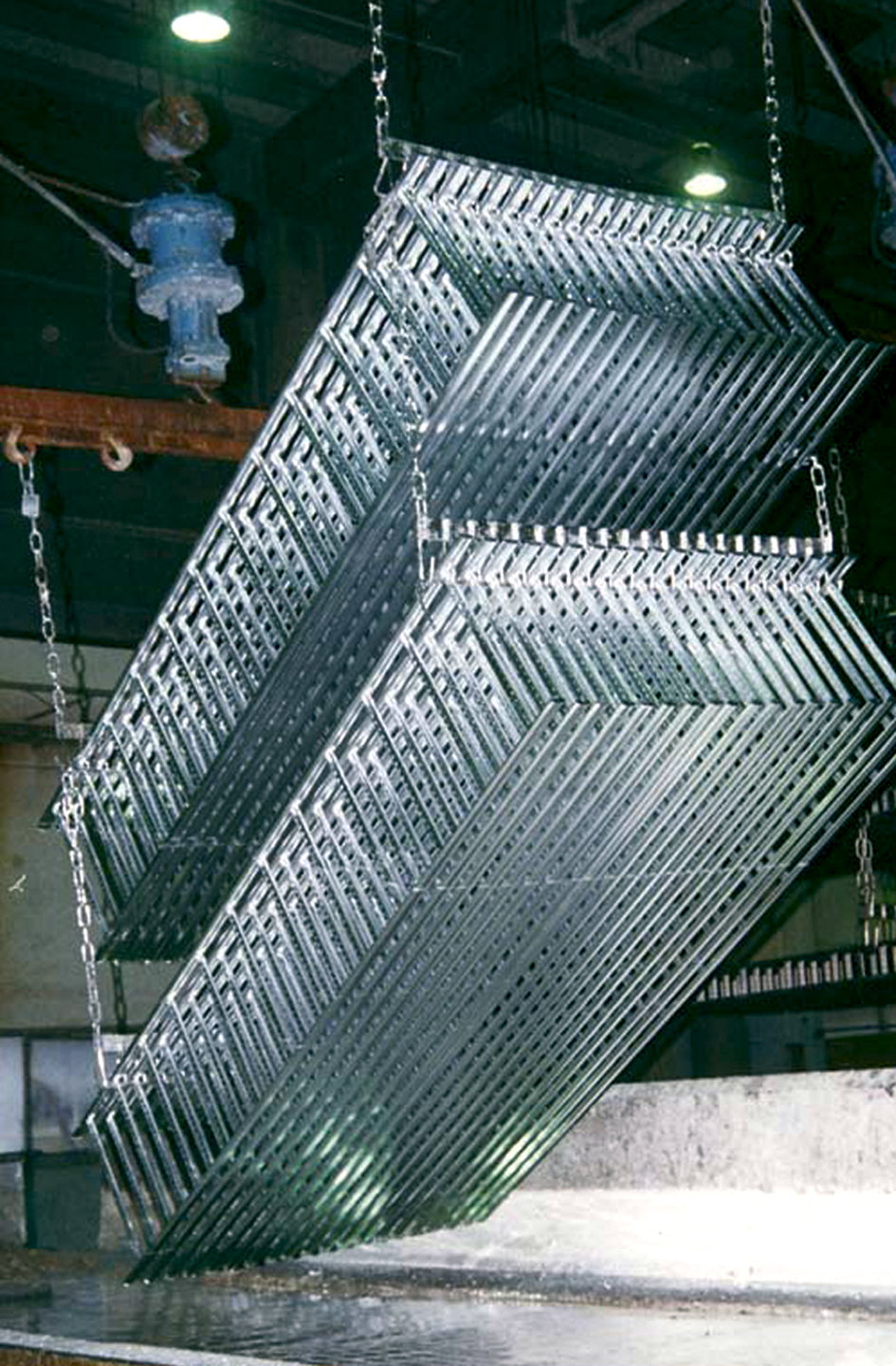
Varmförzinkning innebär att stål doppas i ett bad med smält zink, där den kemiska reaktionen skapar en legering. Tunnplåt på rulle förzinkas med ett tunt skikt – max 20 mikrometer – medan styckedoppning, av färdigtillverkade element, får skikt på 70-250 mikrometer. Det går att göra betydligt tjockare skikt, men de blir spröda.
- Varmförzinkning ger ett mycket långvarigt och underhållsfritt korrosionsskydd i de flesta miljöer. Det är det främsta incitamentet till att välja just det skyddet.
Ytskyddsmetoden har flera användningsområden. Störst segmentet är byggsektorn. Andra vanliga tillämpningar är vägräcken, järnvägens strömavtagare och annat inom infrastruktur, samt armeringsjärn och fästelement som spik, skruv och muttrar. Något som kommit brett under senare år är fasader.
- Varmförzinkning skyddar stålet på två sätt. I och med att konstruktionen doppas i zinkbadet kapslas stålet in och korroderar i svensk innerstadsmiljö bara 0,5-1 mikrometer per år och uppemot 4 mikrometer årligen i vissa kustmiljöer, enligt en färsk studie av RISE Kimab. Stålytan får också ett katodiskt skydd.
Kan dubbeldoppa
En intressant reflektion från Annikki Hirn var att zinkskiktet inte är tjockare än ett mänskligt hårstrå.
- Det är fascinerande att man kan få ett så bra korrosionsskydd med ett skikt som inte är tjockare än ett hårstrå, menade hon.
Riktigt stora konstruktionselement kan doppas i zinkbad – upp till 11,2 meter i Sverige, 15 meter i Norden och 20 meter i Europa. Längre enheter kan man dubbeldoppa, alltså sänka ner en ände i taget.
Det är en ganska snabb process. 2-7 minuter ligger metallen i badet. Ju större komponent desto längre tid måste den ligga i, för metallen sänker temperaturen i badet. Zinkbadet måste komma upp i 460 grader för att den kemiska reaktionen ska starta. 460 grader ger en blank yta. Förzinkar man i 560 grader blir ytan gråmatt i stället.
- Som beställare gäller det att välja rätt korrosionsskydd. Man börjar med att fastställa korrosionsmiljö. Det finns fem standardiserade korrosivitetsklasser, plus en för extrem miljö.
Sedan bestämmer man vilken livslängd man vill ha på skiktet. Då vet varmförzinkaren hur tjockt zinkskiktet behöver vara.
Stålvalet är viktigt
Steg 3 är att välja rätt stål. Eftersom varmförzinkning är en kemisk process spelar stålets kemiska sammansättning stor roll för den tjocklek man får på zinkskiktet.
- Det som styr är kiselhalten och till viss del även fosforhalten. Undvik sandelinstål, med en kiselhalt på 0,03-0,14 procent, för det är ett väldigt reaktivt material. Förzinkningsprocessen går väldigt fort och man får ett väldigt tjockt skikt. Sådant stål ger en knottrig zinkyta. En kiselhalt på under 0,03 procent och över 0,14 procent ger däremot ett bra resultat. Så håll reda på kiselhalten.
Annikki Hirn avslutade med att ge en rad goda råd.
Det är väldigt viktigt med rätt håltagning i de element som ska sänkas ner i zinkbadet. Det behövs hål så att zinken kan rinna in, så att det blir tyngd i konstruktionen, för zink och stål väger ganska lika. Densiteten är ungefär densamma. Utan hål kan det bli så att konstruktionen flyter på ytan.
Det behövs också ett högt beläget hål så att luften kan tryckas ut. Finns det luft kvar i konstruktionen kan det bli explosioner i badet. Det är farligt för personalen.
- Man ska undvika spalter under 3 millimeter, för zinken är trögflytande att kommer inte in i trånga spalter. Termiskt skurna ytor måste bearbetas, för dels får man en härdning när man skär och dels förändrar man stålets kemiska sammansättning. Så den zonen måste bort.
Svetsfogarna ska vara porfria och slipade. Och det är bra om konstruktionen inte är för styv, för det måste finnas möjlighet att relaxera spänningar i materialet.
Egen certifiering
Andra råd:
- Blästra ytan innan varmförzinkningen.
- Ta bort alla fettrester av exempelvis smörjmedel och valsemulsion, allt fett efter klisterlappar och påskrifter med fet krita. Fett ger svarta fläckar på zinkytan.
- Använd samma stål på en konstruktions olika delar annars kan zinkytan få olika nyanser.
- En liten skada på en förzinkad yta läker av sig själv. Får man en lite större skada, borsta då området rent med stålborste och pensla sedan på en zinkrik färg. Är det en riktigt stor skada måste området sprutförzinkas.
- Använd en ”Approved Galvanizer” om ni ska varmförzinka byggprodukter som ska CE-märkas av konstruktionstillverkaren. Då vet ni att de kan sina standarder.
Approved Galvanizer är en frivillig certifiering framtagen av Nordic Galvanizers, Mekaniska Verkstädernas Riksförbund och certifieringsföretaget Nordcert.
Text och foto: Christer Åkerlundh
Artikeln är en del av vårt tema om Ytskydd.